Tech
What Types of the Best Mic for YouTube Videos in Pakistan Should Users Buy to Make a Video?

Mics and Video-Making Process:
It seems pretty easy to choose and buy the best-quality microphones and cameras for YouTube videos. In fact; this is not an easy task for everyone. However; experienced and regular buyers can manage this task well and fast. If you do not have good ideas on how to buy the Best mic for youtube videos in Pakistan, then you may have several issues. It is necessary for you to evaluate your needs and expectations first.
This is becoming famous among YouTubers, Vloggers, Live Streamers, TikTokers, and other professionals to use high-quality boya microphones. These mics are the best for all types of video shooting and vlogging. You may have many notable options and sources to choose the best microphones for making videos. It is a good and rational decision for customers to read about some industry-leading brands and mic manufacturers. This can help new and less experienced buyers to choose a suitable microphone and use it to shoot videos for different networks
Visit the website https://www.emiratesloan.info/ and get your loan on the specific terms and conditions which you will find on the website.
Types of the Mics Users Can Buy:
Lavalier, Boya, Hero, Wireless, and collar microphones are the most famous among YouTubers and vloggers. You have to make some surveys of the best and leading online stores around Pakistan. You should use a proper web search to locate top online stores that have a huge collection of the latest microphones. Mics with anti-noise functions and high frequency can support video-making activities in a perfect way.
Are you looking for some unique, friendly, and well-designed microphones? You must prefer the Best mic for youtube videos in Pakistan that can help you in shooting videos in quality. You must go through the recent arrival of Boya, Lavalier, Hero and Rode microphones are the best for vlogging and YouTube videos. It may take you more time to find your favorite and the most compatible mics online. In Pakistan; there are dozens of recommended online stores that bring a vast collection of microphones for vloggers.
Prefer Anti-Noise Microphones:
Old makes and models of microphones have some typical technical issues. These old-fashioned microphones catch the noise from the background during video shooting. The vloggers and YouTubers had to edit their content just to remove or reduce the noise in the background. Today; there are ample of the best quality wireless microphones that are anti-noise.
You should visit https://khawajaphotos.pk/ and explore the best and latest microphones. This online store is popular for its supreme-quality products and affordable prices. That is why; most people are willing to buy mics and other video-making accessories in this famous store. You will have some special offers like cash on delivery, an easy refund policy, and free shipping services.
Highly Compatible Microphones:
You will need to check the compatibility of some microphones. This is a necessary factor that buyers should keep in mind before buying the most advanced mic for video making. Obviously; there are dozens of recommended manufacturers that make and sell a huge variety of wireless microphones. You must prefer the best companies and view their top-quality products. It will help you in comparing and selecting the right accessory to make the videos for different social platforms.
Compact Designs & High Frequency:
Friendly and compact designs are gaining extensive fame among YouTubers and vloggers. You will need to choose a compact design and high-frequency microphones. Buying specific mics online in Pakistan is an interesting job. People always want to buy such technical gears online and in bulk. Buyers should confirm the designs of these microphones which they can use well.
Rechargeable and OLED Screen View:
OLED screen-based mics are gaining the attention of YouTubers and other professionals. These microphones are the best by their countless uses, features, and technical functions. Nowadays; rechargeable and OLED screen microphones are very useful for video making. YouTubers, Vloggers, TikTokers, live streamers, and others are willing to buy the Best microphones for youtube videos in Pakistan. These mics are compatible with lots of devices, Smartphones, and cameras.

Telegram channels are powerful tools for businesses aiming to enhance brand awareness, share valuable content, build active communities, improve customer relationships, and boost sales. However, effective telegram promotion and management requires strategic efforts. This article explores how KYG’s services can support your Telegram channel promotion, leveraging advanced tools and strategies to maximize engagement and growth.

Services for Telegram Channel Promotion
Creating engaging content is critical for any social media platform. On Telegram, diverse content types such as text, media, and polls can captivate your audience. KYG’s services can assist in developing a content strategy that resonates with your target audience. With tools to set clear objectives and KPIs, KYG ensures you monitor key metrics and adjust your strategy based on performance and feedback.
Cross-Promotion Tactics
Expanding your reach through cross-promotion is vital. KYG supports cross-promotion efforts by providing insights into the most effective platforms for your audience. Whether you’re leveraging other social media channels or partnering with similar communities, KYG’s analytics help identify and optimize these opportunities, ensuring you attract engaged and interested users.
Influencer Partnerships
Influencer marketing is indispensable for boosting engagement and communication. KYG’s platform aids in identifying influencers who align with your brand values and target audience. By facilitating clear collaboration proposals and tracking campaign results, KYG ensures that your influencer partnerships are both effective and measurable, driving more users to your Telegram channel.
Exclusive Offers and Contests
Offering exclusive content and running contests are proven methods to boost engagement. KYG can streamline the process of advertising these offers across various platforms, ensuring maximum visibility. Additionally, KYG’s analytics tools help monitor the effectiveness of these campaigns, providing valuable insights for future strategies.
Consistent Communication and Engagement
Maintaining an active community requires consistent engagement. KYG’s community management tools make it easier to plan and track communication efforts. By providing comprehensive analytics and personalized recommendations, KYG helps ensure that your Telegram channel remains vibrant and engaging. Responding to comments, rewarding active members, and monitoring community health are all simplified with KYG.
Why Choose Know Your Group
KYG offers a comprehensive suite of tools and services designed to support effective Telegram channel promotion. With KYG, you get:
- Advanced Analytics: Monitor engagement, growth, and performance with precision.
- Customizable Community Portals: Tailor your community space to reflect your brand’s identity.
- Streamlined Onboarding: Easily integrate new members into your community.
- Monetization Tools: Turn your engagement into revenue with various monetization strategies.
- Expert Support: Benefit from personalized recommendations and strategic growth insights.
Know Your Group ensures your Telegram channel thrives, driving engagement and achieving your business goals.
FAQs
What is the best way to create engaging content for a Telegram channel?
Utilize diverse content types like text, media, and polls, and tailor your content to your audience’s interests and needs. KYG’s tools can help set clear objectives and track content performance to make necessary adjustments.
How can KYG help maintain consistent communication on Telegram?
KYG’s tools streamline communication planning and tracking, making it easier to engage with your community regularly. Their analytics provide insights to improve engagement strategies continuously.
What makes KYG a good choice for Telegram channel promotion?
KYG offers a comprehensive suite of tools for community management, including content strategy, cross-promotion, influencer partnerships, and engagement tracking, all tailored to help your Telegram channel succeed.
Coingama is emerging as a premier cryptocurrency exchange platform, designed to cater to both beginner and seasoned traders. With its user-friendly interface, advanced security measures, and comprehensive trading tools, Coingama aims to provide a seamless and secure trading experience. This review delves into the various features and benefits that make Coingama a standout choice in the crowded cryptocurrency exchange market.
User Experience: One of the defining features of Coingama is its intuitive and easy-to-navigate interface. The platform is designed with user experience in mind, making it accessible even for those new to cryptocurrency trading. The registration process is streamlined, allowing users to set up their accounts quickly and start trading without unnecessary delays. The dashboard is well-organized, providing users with all the necessary tools and information at their fingertips. Additionally, Coingama offers a mobile application, enabling users to trade on-the-go with the same level of efficiency and security as the desktop version.
Security Measures: Security is a paramount concern for any cryptocurrency exchange, and Coingama excels in this area. The platform employs a range of advanced security measures to protect users’ funds and personal information. These include two-factor authentication (2FA), encryption, and the use of cold storage for the majority of users’ assets, which significantly reduces the risk of hacking. Coingama also conducts regular security audits and updates to ensure that its security protocols remain robust and up-to-date. Users can trade with confidence, knowing that their assets are safeguarded by some of the most advanced security measures in the industry.
Trading Features and Tools: Coingama offers a comprehensive suite of trading features that cater to a wide range of traders. The platform supports numerous trading pairs, including major cryptocurrencies such as Bitcoin, Ethereum, and Litecoin, as well as various altcoins. This wide selection allows traders to diversify their portfolios and take advantage of different market opportunities. Coingama also provides advanced trading tools, including real-time charts, technical indicators, and market analysis, which help users make informed trading decisions. The platform’s trading engine is designed for high performance, ensuring fast and reliable execution of trades even during periods of high market volatility.
Liquidity and Fees: Liquidity is a crucial factor for any exchange, and Coingama ensures ample liquidity across all trading pairs, allowing for smooth and efficient trading. The platform has partnered with several liquidity providers to maintain tight spreads and minimize slippage. When it comes to fees, Coingama is competitive, offering a transparent fee structure with no hidden charges. Trading fees are kept low to attract more users, and there are various incentives and promotions available that further reduce the cost of trading on the platform.
Customer Support: Reliable customer support is essential for any trading platform, and https://coingama.com/ excels in this area as well. The exchange offers 24/7 customer support through multiple channels, including live chat, email, and a comprehensive FAQ section. The support team is responsive, knowledgeable, and dedicated to resolving any issues that users may encounter. This level of support ensures that users can trade with confidence, knowing that assistance is readily available whenever needed.
Educational Resources: Understanding the importance of education in trading, Coingama provides a wealth of educational resources for its users. The platform offers tutorials, webinars, and articles that cover various aspects of cryptocurrency trading, from basic concepts to advanced strategies. These resources are designed to help traders enhance their knowledge and improve their trading skills, making Coingama an excellent choice for both learning and trading.
Conclusion: In conclusion, Coingama is a reliable and efficient cryptocurrency exchange that offers a comprehensive trading environment. Its user-friendly interface, robust security measures, advanced trading tools, ample liquidity, competitive fees, and excellent customer support make it an attractive option for traders of all levels. Whether you are just starting out in the world of cryptocurrency trading or are an experienced trader looking for a dependable platform, Coingama provides the features and support needed to succeed. With its commitment to security, innovation, and user satisfaction, Coingama is well-positioned to become a leading player in the cryptocurrency exchange market.

possiblyethereal is not just another online platform; it’s a digital sanctuary for seekers of wisdom, inspiration, and connection. Let’s delve into what makes possiblyethereal a unique and enriching experience for its visitors.
What is possiblyethereal?
At its core, it is a multifaceted platform that offers a blend of insightful content, community engagement, and personal development resources. It aims to transcend the mundane and explore the realms of the ethereal, sparking curiosity and fostering personal growth.
Content Categories on possiblyethereal
From thought-provoking articles to immersive multimedia experiences, it covers a wide range of topics. Whether it’s philosophy, spirituality, creativity, or wellness, visitors can find content that resonates with their interests and aspirations.
Unique Perspectives and Insights
What sets this apart is its commitment to offering unique perspectives and deep insights. Through diverse voices and unconventional narratives, the platform challenges conventional thinking and encourages exploration of the unknown.
Interaction and Participation Opportunities
Engagement is key at possiblyethereal, with opportunities for readers to interact through comments, forums, and collaborative projects. The platform fosters a sense of community where ideas are shared, discussed, and celebrated.
User-generated Content
A highlight of possiblyethereal is its emphasis on user-generated content. Visitors are encouraged to contribute their own stories, reflections, and experiences, creating a dynamic tapestry of collective wisdom and creativity.
Ethical Considerations and Transparency
In an era of digital information overload, It prioritizes ethical content creation and transparency. Clear policies ensure that content is authentic, respectful, and aligned with the platform’s values.
Personal Growth and Development
Beyond intellectual exploration, It offers resources for personal growth and development. From mindfulness practices to actionable insights, visitors can embark on a journey of self-discovery and empowerment.
Conclusion
It is more than a website; it’s a portal to a world of infinite possibilities and profound discoveries. Whether you seek intellectual stimulation, spiritual insights, or simply a sense of belonging, possiblyethereal invites you to explore, engage, and evolve.
FAQs
Can I contribute my own content to possiblyethereal?
- Yes, It welcomes user-generated content. You can share your stories, insights, and perspectives with the community.
What types of topics does possiblyethereal cover?
- It covers a wide range of topics, including philosophy, spirituality, creativity, wellness, and more.
How can I engage with the possiblyethereal community?
- You can engage by commenting on articles, participating in forums, and joining collaborative projects.
Are there resources for personal development on possiblyethereal?
- Yes, It offers resources such as mindfulness practices, actionable insights, and inspirational content for personal growth.
What are possiblyethereal’s policies on content creation and transparency?
- It maintains ethical standards in content creation and ensures transparency in information dissemination, aligning with its values of authenticity and respect.
 Others10 months ago
Others10 months agoDavid T Bolno: Why Giving Back To The Community Is So Crucial
 Travel10 months ago
Travel10 months agoPractical And Essential Car Interior Accessories To Add Comfort And Convenience To Your Drive
 Travel10 months ago
Travel10 months agoBusiness Visa for CANADA
 Business10 months ago
Business10 months agoTop Reasons Why you Need to Consider Outsourcing Real Estate Photo Editing
 Health10 months ago
Health10 months agoGarlic Is The Best Vegetable To Treat Heart Problems
 Business10 months ago
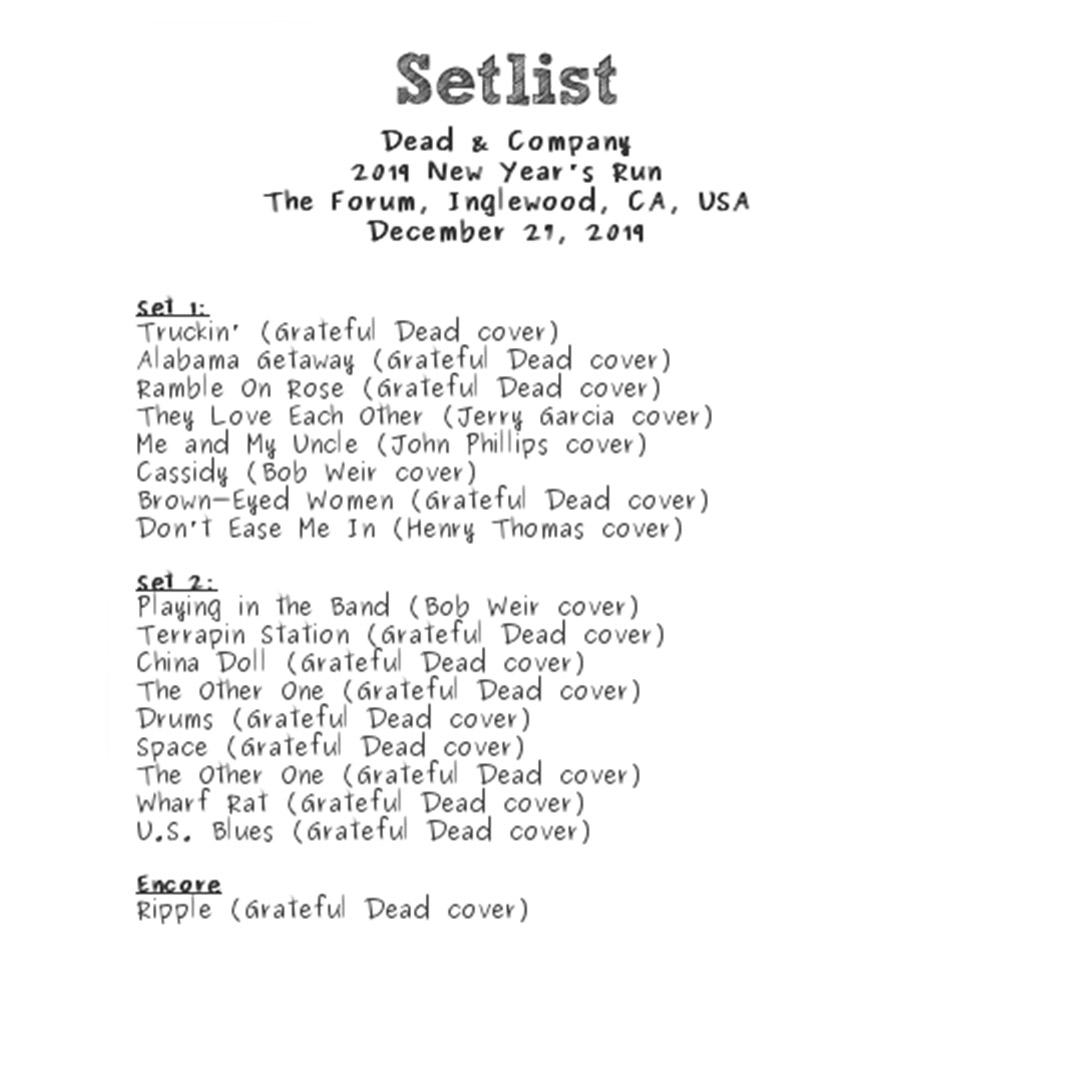
Business10 months agoDead And Co Setlist What They Played At The Gorge Amphitheatre
 Fashion10 months ago
Fashion10 months agoTips For Choosing The Right For Engagement Diamond Rings
 Tech10 months ago
Tech10 months agoThe Best Way to Never Get Lost: Buy Wayfinding Signs!