Tech
The Future Of Shipping: What You Need To Know

The future of shipping is an interesting topic to explore. Shipping, which has been around for thousands of years, has evolved and changed many times over the past few decades. In this article, we’ll look at some of the latest and greatest changes in the industry and what they might mean for you.
How will the future of shipping affect you?
The future of shipping will have a profound impact on the way we live and conduct business. Here are four ways the future of shipping will affect you:
1. The cost of shipping will increase.
2. Shipping label will become more reliable.
3. Shipping will become more efficient.
4. You will have more options for shipping your goods.
The future of delivery
The future of delivery is looking very promising. With the advent of new technologies, there are many ways that companies are looking to improve their delivery services. Here are some of the most exciting developments in the world of shipping:
1. Drones
One of the most talked-about innovations in shipping is the use of drones. Amazon has been testing out drone delivery in select markets, and while the technology is still in its early stages, it has a lot of potential. Using drones for delivery could cut down on delivery times and costs, and make it possible to deliver to more remote areas.
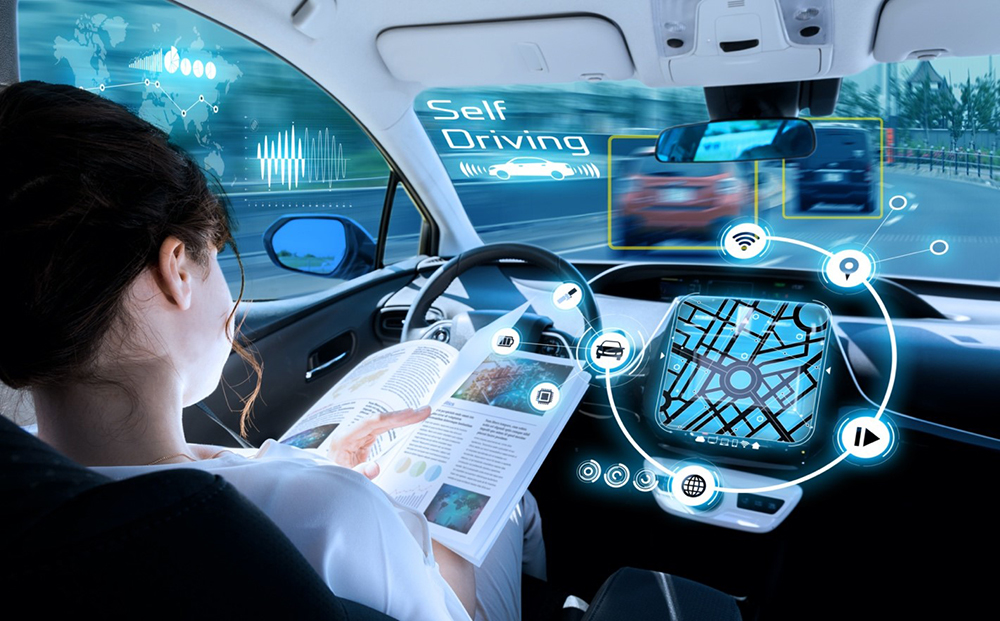
2. Self-driving vehicles
Another interesting development is the use of self-driving vehicles for delivery. While this technology is still in its early stages, it has a lot of potential for making deliveries more efficient and reducing costs. Self-driving vehicles eventually used for long-distance deliveries, making it possible to ship items from one side of the country to the other overnight.
3. 3D printing
One way that companies are looking to improve delivery times is by using 3D printing. This technology used to create custom packaging for products, which could then shipped directly to customers without having to go through a traditional manufacturing process. This would greatly reduce lead times for deliveries, and could even allow for same-day or next-day shipping in some cases.
4. Blockchain
Blockchain is a relatively new technology that has a lot of potential for the future of shipping industry. This distributed ledger technology can be used to track shipments and verify deliveries, which could help to reduce fraud and improve efficiency.
5. Augmented reality
Augmented reality (AR) is another emerging technology that has a lot of potential for delivery. AR can be used to provide real-time tracking information for shipments, and even offer virtual previews of products before they are delivered. This could greatly improve the customer experience and make it easier to track deliveries.
The Future of Warehouse and Logistics
The future of warehouse and logistics is very exciting. With the advent of new technologies, we are seeing a lot of changes in how warehouses and logistics companies operate. In the past, warehouses were simply places where goods were stored. But now, they are becoming more like distribution centers, where goods are sorted and shipped out to customers on a daily basis.
We are also seeing a lot of changes in the way that logistics companies operate. In the past, most logistics companies were focused on moving goods from one point to another. But now, we are seeing a lot of companies that are focused on providing end-to-end solutions for their customers. This means that they are not only responsible for moving goods from one point to another, but they are also responsible for ensuring that those goods are delivered to the customer on time and in good condition.
In order to meet the needs of their customers, warehouses and logistics companies are constantly innovating and adopting new technologies. We are seeing a lot of investment in automation and robotics, which is helping to improve efficiency and accuracy in the warehouse. We are also seeing a lot of investment in data analytics, which is helping these companies to better understand their customers’ needs and preferences.
Conclusion
The future of shipping is looking very exciting. With new technologies being developed all the time, it’s hard to predict exactly what will happen next. However, one thing is for sure: the shipping industry is going to continue to grow and evolve. Whether you’re a shipper or a carrier, it’s important to stay up-to-date on the latest trends so that you can be prepared for whatever comes next. Thanks for reading!
Machine learning and deep learning are integral to various industries. Ground transportation systems leverage predictive algorithms to optimize travel flows, forecast congestion, and enhance fuel efficiency. Now, these advancements are taking flight.
Significant strides in AI navigation are transitioning from research labs to mainstream applications, offering aeronautics enhanced reliability, safety, and efficiency.

AI-Powered Inertial Navigation for UAVs in GPS-Compromised Environments
In many UAV operations, GPS signals are crucial. However, these signals can be disrupted during natural disasters or military operations. Bavovna.ai, a graduate of the US Air Force Labs Mass Challenge acceleration program, is pioneering an AI-driven PNT navigation system for aerial, surface, and subsurface vehicles.
Dual-Use AI Navigation for UAV Drones
Bavovna’s inertial navigation system, designed for dual use, utilizes sensor fusion and pre-trained ML/DL algorithms to enable autonomous operations. With robust core electronics, the system withstands common electromagnetic warfare threats. It’s also a low-SWaP (Size, Weight, and Power) solution, making it ideal for UAV models and Class II aerial vehicles.
In trials, the Aurelia X6 Max multicopter operated autonomously without remote control, GPS, or other communications, gathered location intelligence, and returned to its starting point. Bavovna’s AI navigation system aims for a positioning error margin of just 0.5%, even on complex routes up to 30 miles (48 km). The team is expanding its use cases to include Signals Intelligence, mine detection, automatic target engagement, and security surveillance.
AI Copilots for Commercial Aviation
Modern aircraft are equipped with sophisticated autopilot systems to assist pilots in controlling altitude, course, thrust, and navigation. However, pilots can be overwhelmed by the numerous alerts and system interfaces demanding their attention. NASA estimates that pilots are distracted by 34 different activities, from communication to scanning for visual meteorological conditions (VMC) traffic, which can lead to human errors and potential dangers.
AI Airflow Traffic Management
The Air-Guardian project by MIT’s CSAIL seeks to improve the human-machine interface (HMI) of existing autopilot systems for safer operations. The AI system uses eye-tracking to detect pilot distraction and “saliency maps” to understand aircraft behavior.
Based on a continuous-depth neural network model, the copilot system can identify early risk signs and take control when necessary. During trials, the Air Guardian system reduced flight risks and improved navigation success.
Advanced Airflow Traffic Management to Alleviate Congestion
Unpredictable events like adverse weather can significantly impact air traffic, causing congestion in specific airspace sectors. This congestion affects all network participants, resulting in a cascade of delayed flights.
Co-funded by the European Union and led by Universita Ta Malta, the ASTRA project aims to predict air traffic congestion one hour in advance and suggest optimal paths for traffic controllers. The project, which stands for AI-enabled Tactical FMP Hotspot Prediction and Resolution, trains its prediction algorithm on historical data from EUROCONTROL (from 2019 onwards). The AI system provides prescriptive scenarios to optimize flow management positions, ensuring safety, efficiency, reduced fuel consumption, and minimal environmental impact.
AI holds immense potential in airborne navigation, and we anticipate further innovations in sensor fusion, AI-powered PNT, and aerial traffic management in the coming years.

Telegram channels are powerful tools for businesses aiming to enhance brand awareness, share valuable content, build active communities, improve customer relationships, and boost sales. However, effective telegram promotion and management requires strategic efforts. This article explores how KYG’s services can support your Telegram channel promotion, leveraging advanced tools and strategies to maximize engagement and growth.

Services for Telegram Channel Promotion
Creating engaging content is critical for any social media platform. On Telegram, diverse content types such as text, media, and polls can captivate your audience. KYG’s services can assist in developing a content strategy that resonates with your target audience. With tools to set clear objectives and KPIs, KYG ensures you monitor key metrics and adjust your strategy based on performance and feedback.
Cross-Promotion Tactics
Expanding your reach through cross-promotion is vital. KYG supports cross-promotion efforts by providing insights into the most effective platforms for your audience. Whether you’re leveraging other social media channels or partnering with similar communities, KYG’s analytics help identify and optimize these opportunities, ensuring you attract engaged and interested users.
Influencer Partnerships
Influencer marketing is indispensable for boosting engagement and communication. KYG’s platform aids in identifying influencers who align with your brand values and target audience. By facilitating clear collaboration proposals and tracking campaign results, KYG ensures that your influencer partnerships are both effective and measurable, driving more users to your Telegram channel.
Exclusive Offers and Contests
Offering exclusive content and running contests are proven methods to boost engagement. KYG can streamline the process of advertising these offers across various platforms, ensuring maximum visibility. Additionally, KYG’s analytics tools help monitor the effectiveness of these campaigns, providing valuable insights for future strategies.
Consistent Communication and Engagement
Maintaining an active community requires consistent engagement. KYG’s community management tools make it easier to plan and track communication efforts. By providing comprehensive analytics and personalized recommendations, KYG helps ensure that your Telegram channel remains vibrant and engaging. Responding to comments, rewarding active members, and monitoring community health are all simplified with KYG.
Why Choose Know Your Group
KYG offers a comprehensive suite of tools and services designed to support effective Telegram channel promotion. With KYG, you get:
- Advanced Analytics: Monitor engagement, growth, and performance with precision.
- Customizable Community Portals: Tailor your community space to reflect your brand’s identity.
- Streamlined Onboarding: Easily integrate new members into your community.
- Monetization Tools: Turn your engagement into revenue with various monetization strategies.
- Expert Support: Benefit from personalized recommendations and strategic growth insights.
Know Your Group ensures your Telegram channel thrives, driving engagement and achieving your business goals.
FAQs
What is the best way to create engaging content for a Telegram channel?
Utilize diverse content types like text, media, and polls, and tailor your content to your audience’s interests and needs. KYG’s tools can help set clear objectives and track content performance to make necessary adjustments.
How can KYG help maintain consistent communication on Telegram?
KYG’s tools streamline communication planning and tracking, making it easier to engage with your community regularly. Their analytics provide insights to improve engagement strategies continuously.
What makes KYG a good choice for Telegram channel promotion?
KYG offers a comprehensive suite of tools for community management, including content strategy, cross-promotion, influencer partnerships, and engagement tracking, all tailored to help your Telegram channel succeed.
Coingama is emerging as a premier cryptocurrency exchange platform, designed to cater to both beginner and seasoned traders. With its user-friendly interface, advanced security measures, and comprehensive trading tools, Coingama aims to provide a seamless and secure trading experience. This review delves into the various features and benefits that make Coingama a standout choice in the crowded cryptocurrency exchange market.
User Experience: One of the defining features of Coingama is its intuitive and easy-to-navigate interface. The platform is designed with user experience in mind, making it accessible even for those new to cryptocurrency trading. The registration process is streamlined, allowing users to set up their accounts quickly and start trading without unnecessary delays. The dashboard is well-organized, providing users with all the necessary tools and information at their fingertips. Additionally, Coingama offers a mobile application, enabling users to trade on-the-go with the same level of efficiency and security as the desktop version.
Security Measures: Security is a paramount concern for any cryptocurrency exchange, and Coingama excels in this area. The platform employs a range of advanced security measures to protect users’ funds and personal information. These include two-factor authentication (2FA), encryption, and the use of cold storage for the majority of users’ assets, which significantly reduces the risk of hacking. Coingama also conducts regular security audits and updates to ensure that its security protocols remain robust and up-to-date. Users can trade with confidence, knowing that their assets are safeguarded by some of the most advanced security measures in the industry.
Trading Features and Tools: Coingama offers a comprehensive suite of trading features that cater to a wide range of traders. The platform supports numerous trading pairs, including major cryptocurrencies such as Bitcoin, Ethereum, and Litecoin, as well as various altcoins. This wide selection allows traders to diversify their portfolios and take advantage of different market opportunities. Coingama also provides advanced trading tools, including real-time charts, technical indicators, and market analysis, which help users make informed trading decisions. The platform’s trading engine is designed for high performance, ensuring fast and reliable execution of trades even during periods of high market volatility.
Liquidity and Fees: Liquidity is a crucial factor for any exchange, and Coingama ensures ample liquidity across all trading pairs, allowing for smooth and efficient trading. The platform has partnered with several liquidity providers to maintain tight spreads and minimize slippage. When it comes to fees, Coingama is competitive, offering a transparent fee structure with no hidden charges. Trading fees are kept low to attract more users, and there are various incentives and promotions available that further reduce the cost of trading on the platform.
Customer Support: Reliable customer support is essential for any trading platform, and https://coingama.com/ excels in this area as well. The exchange offers 24/7 customer support through multiple channels, including live chat, email, and a comprehensive FAQ section. The support team is responsive, knowledgeable, and dedicated to resolving any issues that users may encounter. This level of support ensures that users can trade with confidence, knowing that assistance is readily available whenever needed.
Educational Resources: Understanding the importance of education in trading, Coingama provides a wealth of educational resources for its users. The platform offers tutorials, webinars, and articles that cover various aspects of cryptocurrency trading, from basic concepts to advanced strategies. These resources are designed to help traders enhance their knowledge and improve their trading skills, making Coingama an excellent choice for both learning and trading.
Conclusion: In conclusion, Coingama is a reliable and efficient cryptocurrency exchange that offers a comprehensive trading environment. Its user-friendly interface, robust security measures, advanced trading tools, ample liquidity, competitive fees, and excellent customer support make it an attractive option for traders of all levels. Whether you are just starting out in the world of cryptocurrency trading or are an experienced trader looking for a dependable platform, Coingama provides the features and support needed to succeed. With its commitment to security, innovation, and user satisfaction, Coingama is well-positioned to become a leading player in the cryptocurrency exchange market.
 Others10 months ago
Others10 months agoDavid T Bolno: Why Giving Back To The Community Is So Crucial
 Travel10 months ago
Travel10 months agoPractical And Essential Car Interior Accessories To Add Comfort And Convenience To Your Drive
 Travel10 months ago
Travel10 months agoBusiness Visa for CANADA
 Business10 months ago
Business10 months agoTop Reasons Why you Need to Consider Outsourcing Real Estate Photo Editing
 Health10 months ago
Health10 months agoGarlic Is The Best Vegetable To Treat Heart Problems
 Business10 months ago
Business10 months agoDead And Co Setlist What They Played At The Gorge Amphitheatre
 Fashion10 months ago
Fashion10 months agoTips For Choosing The Right For Engagement Diamond Rings
 Tech10 months ago
Tech10 months agoThe Best Way to Never Get Lost: Buy Wayfinding Signs!